استدبولت
استاد بولت و یا استد بولت پرکاربرد ترین نوع اتصالات در خطوط انتقال سیالات مختلف می باشد. از استد بولت در صنایع نفت، گاز و پتروشیمی و آب و فاضلاب استفاده بسیار زیادی می شود. استاد بولت ها معمولا با دنده اینچی تولید شده و از استاندارد ASTM A193 تبعیت می کنند. استد بولت ها در دو طرف دنده بوده و قابلیت اتصال در دو طرف را دارند و بسته به نوع کاربری و محلی که از آنها استفاده میشود آبکاری های مختلف از گالوانیزه، کارباید و داکرومات عرضه میشوند.
متریال بکار رفته در ساختار استاد بولت ها طبق استاندارد A193 معمولا B7, B8 و B16 می باشد که خود کلاس ۷ به دو زیر شاخه و کلاس ۸ به چهار زیر شاخه دسته بندی میشود. مهره بکار رفته در اتصال استاد بولت ها نیز طبق استاندارد A194 بوده و نسبت به مهره های متریک سنگین تر ضخیم تر و گوشت بیشتری نیز دارند.
از آنجا که از استد بولت ها بیشتر در اتصالات فلنج ها استفاده میشود تعیین طول استد بولت با در نظر گرفتن اجزای اتصال خورنده محاسبه میشود که علاوه بر آنها باید طول محاسبه شده فضای لازم برای بستن دو مهره در دو طرف را نیز فراهم نماید. علاوه بر این پیشنهاد مهندسی میشود که همیشه مهره بصورت کامل بر روی استد بولت سوار شده و حتی بخشی از استاد بولت نیز از مهره بیرون بماند. طول استد بولت ها نیز دارای استاندارد تولید می باشد که با قطرهای مختلف تغییر می کند.
مشخصات فنی استاد بولت
استاندارد A193 شامل استد بولت از آلیاژ فولاد و استنلس استیل برای شیر ها، فلنج ها و اتصالات لوله میشود که در دما و یا فشار بالا مورد استفاده قرار میگیرند. متریال بکار رفته در هر یک از گرید های تشکیل دهنده استاد بولت ها با این استاندارد طی عملیات سخت کاری بطور دقیقی حرارت می بینند تا مقاومت حرارتی بالایی داشته باشند. بلافاصله بعد از حرارت دیدن و فورج شدن این متریال ها بسرعت سرد شده تا استقامت دمایی آنها در محیطهای سرد و گرم بالا باشد. متریال بکار رفته در هر یک از گرید های استاد بولت استاندارد
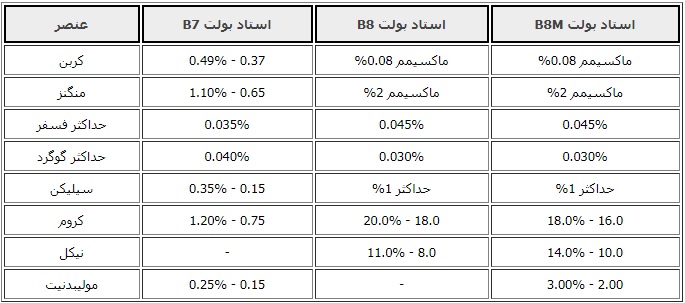
تفاوت استاد بولت گرید B7 و B16
هر دو گرید B7 و B16 استاد بولت ها از آلیاژ فولاد با کربن متوسط ساخته شده اند که عملیات سخت کاری حرارتی در چند مرحله بر روی آنها صورت گرفته است. از نظر متریال، مواد تشکیل دهنده هر دو گریدتشابه بسیار دارند با این تفاوت که استاد بولت گرید B16 در ساختار خود حدود ۰.۳% منگنز کمتر و بجای آن ۰.۳% وانادیوم و درصد بسیار قلیلی آلومینیوم دارد.
هر دو گرید استاد بولت B7 و B16 تا دمای کاری ۴۵۰ درجه سانتی گراد سختی، تنسایل، بار گواه و تنش تسلیم کاملا برابری دارند و این بدان معناست که در صورتیکه دمای کاری استادبولت حداکثر تا ۴۵۰ درجه سانتی گراد بالا می رود با توجه به پایین تر بودن قابل توجه قیمت گرید B7 نسبت به گرید B16 استفاده از گرید B7 استاد بولت ها کاملا توجیه پذیر است. این در حالی است که در دماهای بالاتر از ۴۵۰ درجه سانتی گراد تنسایل استادبولت B7 نسبت به گرید B16 به شدت افت می کند و در دماهای نزدیک به ۶۵۰ درجه سانتی گراد تنسایل استادبولت B16 حدود ۲.۵ برابر بیشتر از استاد بولت B7 می باشد
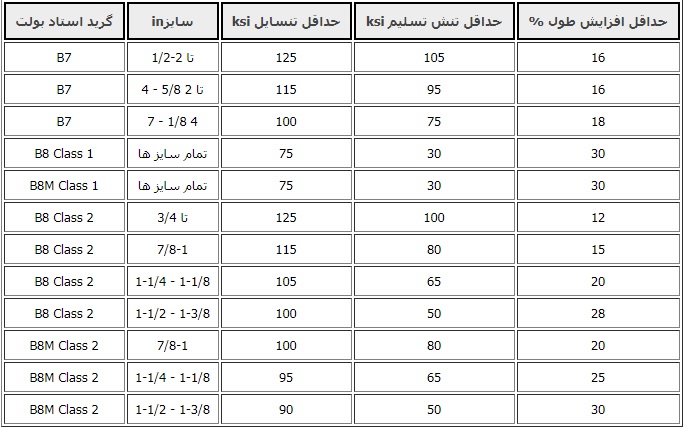
سختی و تنسایل گرید های مختلف استاد بولت
از آنجا که از استد بولت ها معمولا در فشار بالا و شرایط دمایی سرد و گرم استفاده میشود گرید های مختلف آن چه از نظر ترکیب شیمیایی و عملیات سخت کاری گرم و سرد متفاوت بوده و انتخاب استاد بولت مناسب باید با در نظر گرفتن فشار و بار وارده به آن و دمایی که استاد بولت در آن بسته می شود صورت گیرد. به عنوان مثال تفاوت در انتخاب استاد بولت گرید B7 و B16 در صنعت معمولا مقاومت حرارتی متفاوت آنهاست بطوریکه در دمای بالاتر از ۴۵۰ درجه سانتی گراد استد بولت B16 طول عمر بالاتری از استد بولت. جدولی از تنسایل برای اطلاع بیشتر توسط گروه مهندسی پیچ و مهره آژاکس آماده شده است B7 دارد.
استاد بولت و اتصالات فلنج ها
فلنج ها متناسب با قطر لوله اتصال و فشار سیال داخل آنها دریل کاری شده تا با اتصال پیچ و مهره و یا استاد بولت در صورت انتخاب متریال مناسب حداکثر مقاومت در برابر فشار سیال و ضربه حاصل از قطع و وصل شدن سیال توسط چک ولو را داشته باشند.
طبق استاندارد ASME B16.5 برای اتصال فلنج ها هم می توان از پیچ و مهره شش گوش استفاده نمود و هم از استاد بولت. هم پیچ ها و هم استاد بولت ها در دو شکل نیم دنده و تمام دنده تولید می شوند که حالت تمام دنده به دلیل عدم تمرکز تنش و یکنواختی پخش بار سرتاسر پیچ یا استاد بولت گزینه مناسب تری به نظر می آید.
استفاده از استاد بولت در اتصال فلنج ها به استفاده از پیچ شش گوش ترجیح دارد، چراکه، نه تنها در زمان اتصال راحت تر است بلکه گاهی در اتصال مستقیم پمپ ها بدلیل سطح برآمده و به اصطلاح Curve بودن سطوح استفاده از پیچ شش گوش ممکن نیست و تنها گزینه ممکن استد بولت ها هستند.



